Graphic t-shirts have evolved from basic promotional giveaways to the cornerstone of modern luxury, streetwear, and activewear brands. In today’s hyper-competitive fashion ecosystem, selecting the right graphic tees manufacturer is not merely a matter of finding the lowest per-unit cost. It is a complex multi-dimensional decision that impacts your brand's sustainability footprint, supply chain agility, profit margins, and ultimately, your customer lifetime value (LTV).
The global graphic tees market is experiencing a significant structural shift. Brands are transitioning from massive, slow-moving inventory models to agile, low-MOQ (Minimum Order Quantity) print systems driven by AI-facilitated user demand and immediate social media trends. Consequently, the industry’s top manufacturers have upgraded their operations by deploying automated laser cutters, advanced Direct-to-Garment (DTG) printheads, and zero-waste heat transfer applications.
For procurement officers, sourcing directors, and fashion startup founders, navigating this landscape requires a deep understanding of manufacturing hubs, fabric engineering, and printing technologies. This whitepaper analyzes the Top 10 Graphic Tees Manufacturers, dissects the unique structural advantages of sourcing from high-tech hubs in China, and details how modern garment factories ensure compliance, product variety, and environmental responsibility.
When shortlisting graphic t-shirt suppliers, global procurement teams must look past marketing promises and focus on core operational metrics. The Search Quality Rater Guidelines emphasize E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) — values that are just as critical in heavy industrial supply chains as they are on the web.
Top-tier manufacturers maintain relationships with top-grade yarn mills to offer varying GSM (Grams per Square Meter) fabrics. Whether you need standard retail 160 GSM lightweight cotton or heavy-weight 240+ GSM ring-spun cotton for high-end streetwear, raw material quality controls the product's lifespan and hand feel.
Does the factory support multiple decorating styles? High-fidelity screen printing, digital pigment DTG, dye sublimation, puff print, high-density 3D printing, and heat transfer vinyl (HTV) options must be supported natively in-house to maintain color accuracy and print longevity.
A reputable manufacturer must demonstrate supply chain transparency. Look for key factory audits such as SEDEX, BSCI (preferably with an A-Level rating), and quality standard systems like ISO9001. Without these certifications, custom clearances and retail placements in Western markets can become regulatory bottlenecks.
Since its establishment, Dongguan Bever Beauty Co., Ltd. has always adhered to the philosophy of “the perfect fusion of design and manufacturing”, and is committed to continuous excellence in the women’s apparel industry. With strong capabilities in both creative design and production management, the company focuses on delivering fashionable, high-quality, and practical women’s clothing to global customers.
Dongguan Bever Beauty Co., Ltd. is dedicated to providing women with stylish and functional clothing through innovative design concepts and carefully selected fabrics. We believe that clothing is more than just daily wear—it is a reflection of confidence, individuality, and personal style.
Each piece is thoughtfully designed and strictly controlled throughout the production process, from concept development to final manufacturing. Our goal is to ensure that every product meets high standards in design detail, fabric quality, and wearing experience, while continuously adapting to evolving fashion trends.
Dongguan Bever Beauty Co., Ltd. places strong emphasis on quality management, ethical production, and supply chain transparency. The company has obtained multiple internationally recognized certifications, including:
These certifications reflect our commitment to responsible manufacturing practices and consistent product quality. Through a well-structured production system and strict quality inspection standards, we ensure that every garment meets international requirements and customer expectations.
Looking forward, Dongguan Bever Beauty Co., Ltd. will continue to focus on women’s fashion apparel, strengthening its capabilities in design innovation, fabric development, and manufacturing excellence. We aim to deliver more versatile and fashionable clothing solutions that empower women to express their style with confidence in every moment.
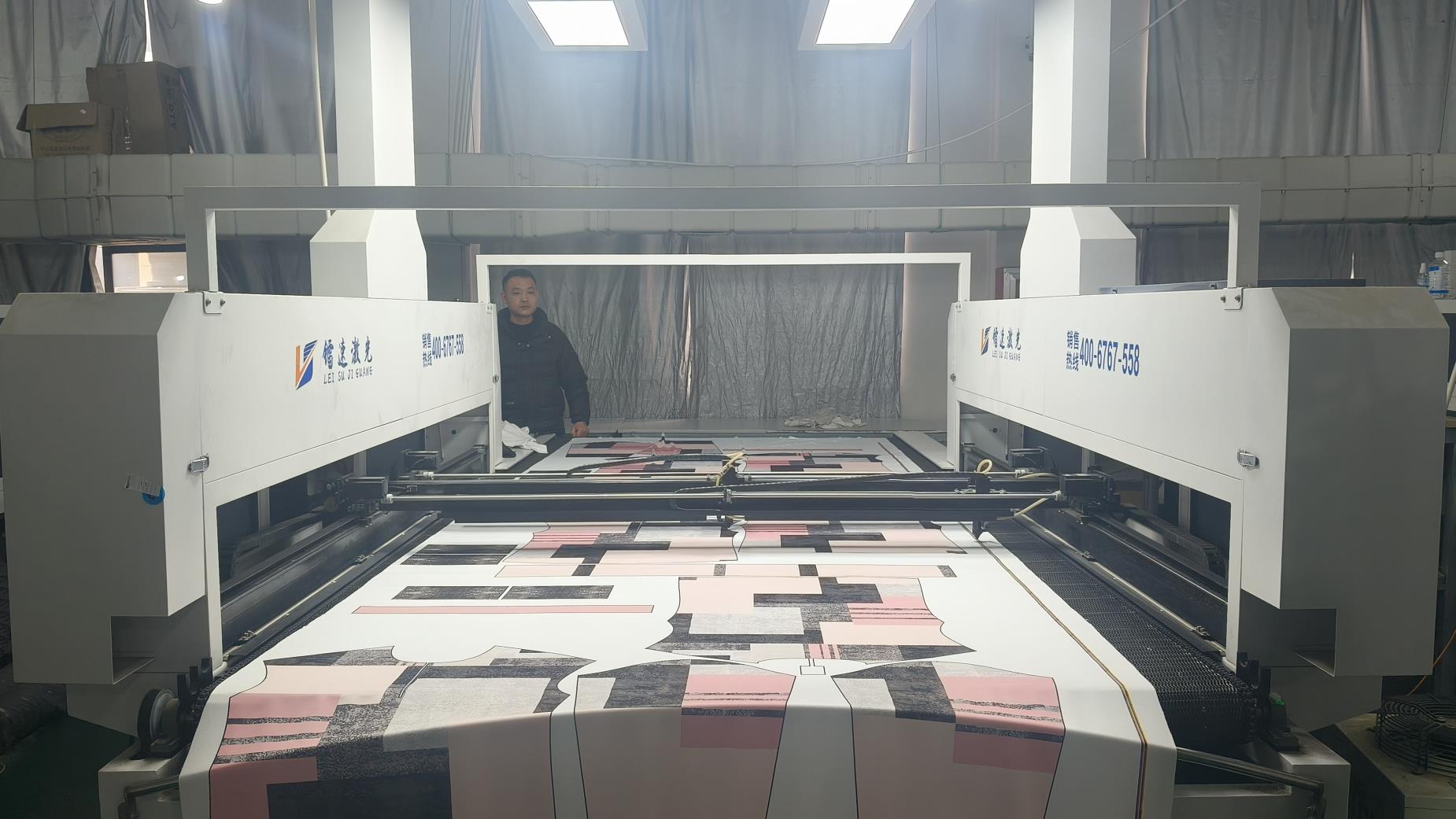
Our workshop integrates advanced heavy machinery, laser cutting, automation software, and manual quality control checkpoints to manage the production flow from raw materials to bulk finished goods.












China continues to dominate global apparel manufacturing, particularly in the premium graphic tees sector. Dongguan, located in the heart of Guangdong Province, acts as a primary global hub. But what are the concrete drivers behind this geographical leadership? It goes far beyond general labor costs:
In Dongguan, raw fabric knitters, chemical dyeing facilities, high-precision print manufacturers, and label trim shops exist within a 15-kilometer radius. This proximity reduces transit latency, allowing factories to source unique blends, custom pantone dyes, and trims in a matter of hours rather than weeks.
Modern Chinese apparel factories are major adopters of hybrid print setups. By blending high-speed rotary screen printing with precise digital printbeds, factories can apply complex gradients on heavy cotton fleece and stretch materials. Technologies like laser cutters ensure zero fraying along seams, which is critical for oversized boxy designs popular in contemporary streetwear.
While traditional factories demand high MOQs, modern Chinese OEM manufacturers have digitized their cutting and sewing stages. Using advanced software, they can pivot from producing a 10,000-unit retail order to a fast 100-unit custom batch without stopping the production line. This adaptability helps brands reduce unsold inventory and manage stock risk.
Choosing a manufacturer requires balancing geographical advantages, specialization, and capacity. Below is an analytical review of the top 10 global partners for graphic tee production:
Best For: High-end fashion brands, activewear integration, and premium retail customization.
Key Highlights: Fully certified with BSCI A-Level and SEDEX audits. They specialize in combining modern print technology (laser cutting, heat transfers) with fashion-forward silhouettes, offering a versatile range from streetwear hoodies to knitted cardigans and yoga activewear.
Best For: Fast-turnaround blank tees for domestic printing.
Key Highlights: Renowned for their ultra-soft combed and ring-spun cotton. They maintain massive inventory stocks in the USA and focus on eco-friendly manufacturing, though custom cut-and-sew customization from scratch requires higher MOQs.
Best For: High-volume, budget-friendly promotional merchandise.
Key Highlights: The largest global vertical manufacturer of basic apparel. Gildan offers highly standardized blanks at low price points, making them the default choice for large events and concert merchandise.
Best For: Premium organic and sustainable blanks for EU markets.
Key Highlights: Heavily focused on sustainable fashion, utilizing GOTS-certified organic cotton and recycled polyester. They cater to print-on-demand brands requiring premium, ethical product bases.
Best For: Activewear-blended graphic tees and performance garments.
Key Highlights: Known for producing highly breathable, moisture-wicking synthetic blends. Ideal for fitness brands that require technical screen printing or dye sublimation on functional fabrics.
Best For: E-commerce dropshipping and low-risk print-on-demand (POD).
Key Highlights: A digital printing facilitator that connects directly to online stores. They handle single-unit orders on demand, though the cost per unit is significantly higher than direct factory sourcing.
Best For: Heavyweight terry and fleece-based vintage graphic garments.
Key Highlights: Pakistan's cotton-growing infrastructure allows this factory to offer high-quality heavyweight fabrics at competitive rates. They specialize in vintage enzyme washes and pigment dyes.
Best For: High-quality retail blanks in the Asia-Pacific region.
Key Highlights: Known for classic streetwear fits and thick neck ribbing. They maintain a strict ethical production code and supply pre-shrunk, high-durability blanks.
Best For: High-street fashion graphic production for European retailers.
Key Highlights: Turkey’s proximity to Europe offers short transit times. Eral excels in complex detailing, wash treatments, and custom tag installations.
Best For: Organic cotton knitwear in bulk quantities.
Key Highlights: Located in India's knitwear capital, these factories specialize in budget-friendly organic cotton farming and large-volume print orders.
The global apparel supply chain is shifting towards resilience and circularity. To remain competitive, brands should align their product development with three main macro trends:
Consumers are increasingly sensitive to chemical processing. Traditional plastisol inks, which rely on PVC and phthalates, are being phased out in favor of water-based and algae-based inks. Leading manufacturers are investing in closed-loop water treatment facilities to reuse liquid resources during dye and print phases, reducing the environmental footprint of production.
The standard thin t-shirt is being replaced in popularity by boxy, vintage-wash, drop-shoulder silhouettes. This shift requires factories to adapt their knitting machines to produce 240 GSM to 300 GSM cotton jerseys. These heavyweight fabrics require specialized pre-shrunk treatments to ensure the shirts retain their shape through repeated home laundering.
To balance costs and speed-to-market, brands are adopting a hybrid sourcing strategy. They source bulk base fabrics and custom cut-and-sew styles from primary hubs like China to achieve scale and high-quality printing. For smaller, fast-turnaround collections, they partner with domestic digital print facilities to quickly meet sudden spikes in demand.