Explore our latest high-performance designs, knitted cardigans, streetwear hoodies, and functional apparel solutions tailored for global brands.





The global performance wear and technical apparel sector has experienced a profound structural evolution. What once was characterized simply as sport-specific apparel has transitioned into a highly sophisticated fusion of material science, digital fabrication, and lifestyle versatility. Valued at over USD 390 billion in 2023, the global market is projected to reach an estimated USD 520 billion by 2030, driven by a compounding annual growth rate (CAGR) of 6.2%.
Modern consumer demographics demand garments that perform reliably under physiological stress while adapting seamlessly to daily, metropolitan contexts. This paradigm shift, often referred to as "hybrid apparel engineering," requires performance wear manufacturers to implement advanced technologies. Moisture management, thermal regulation, mechanical stretch, ultraviolet protection, and antimicrobial finishes are no longer optional premium upgrades; they are basic criteria expected by B2B procurement officers and global retail brands alike.
As global dynamics shift towards sustainable supply chains and transparent chemical utilization, manufacturers must adopt clean-room production standards, low-liquor ratio dyeing systems, and energy-efficient post-processing. Brands searching for the ideal performance wear partner evaluate manufacturers not only on production volume but on their scientific competence—specifically, their capability to integrate smart fabrics with highly responsive manufacturing infrastructures.
Global B2B procurement departments operate under stringent quality and logistics frameworks. Through semantic analysis of enterprise request-for-proposals (RFPs), several critical procurement priorities emerge. Chief among these is supply chain resilience and verification of ethical manufacturing practices. Global organizations require manufacturing partners who maintain up-to-date compliance certifications, including SEDEX audit approval, ISO 9001 quality management standards, and BSCI (Business Social Compliance Initiative) audit certifications. A BSCI "A-level" overall rating acts as an immediate accelerator in enterprise vendor onboarding processes.
Furthermore, raw material supply security remains a critical bottleneck. Performance wear requires highly specialized synthetic and natural fibers. Sourcing teams prioritize manufacturers with secure upstream relationships with premium yarn mills. This ensures consistent color consistency across production dye lots, robust colorfastness, and dependable fabric weight uniformity.
The modern manufacturer must also provide sophisticated customization capabilities. Modern B2B buyers look for advanced screen printing, high-durability heat transfer printing, precision laser cutting, and complex sewing capabilities (such as flatlock seam networks and specialized embroidery) under one roof to minimize transit delays between subcontracted facilities.
While regional manufacturing alternatives continue to emerge, China remains a core global partner for advanced performance apparel. This dominance is not simply based on scale, but on structural advantages, particularly within specialized manufacturing hubs like Dongguan. The efficiency of the Chinese textile supply chain relies on three main elements: vertical industrial clustering, high technology investment, and an experienced skilled workforce.
In Dongguan, a manufacturer has immediate, localized access to a complete ecosystem of raw materials, dye houses, customized trimming providers, and logistics agencies. This high-density cluster reduces transit times from days to hours, allowing for rapid response to changing market demands.
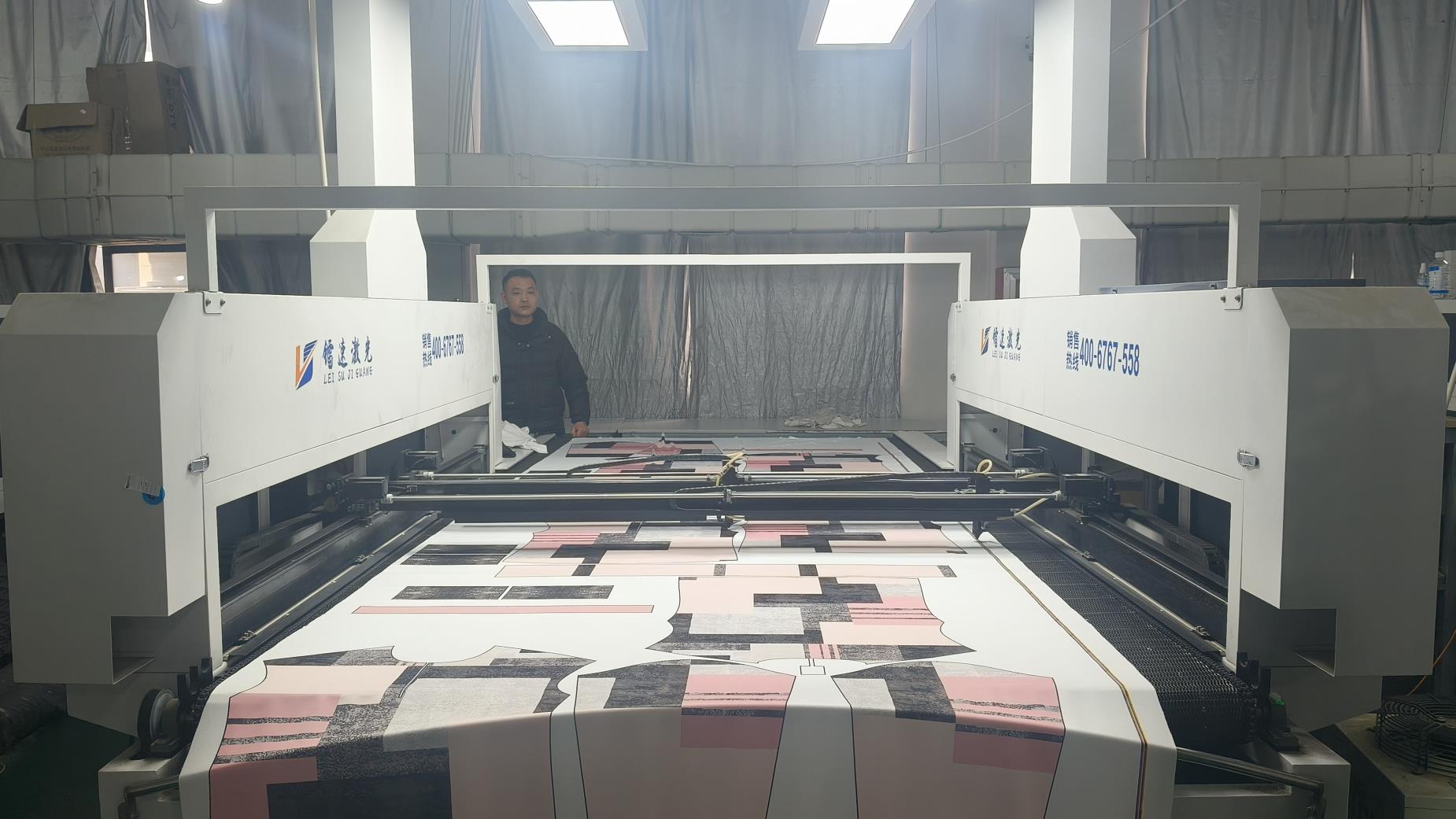
Furthermore, Chinese factories have led the integration of automation into apparel production. High-precision laser cutting tables, automated computerized sewing systems, and high-capacity sublimation and heat transfer machines minimize human error and ensure reliable stitch tension. These technological advantages translate directly into lower defect rates, consistent fit profiles, and shorter production cycles.
Since its establishment, Dongguan Bever Beauty Co., Ltd. has always adhered to the philosophy of “the perfect fusion of design and manufacturing”, and is committed to continuous excellence in the women’s apparel industry. With strong capabilities in both creative design and production management, the company focuses on delivering fashionable, high-quality, and practical women’s clothing to global customers.
Dongguan Bever Beauty Co., Ltd. is dedicated to providing women with stylish and functional clothing through innovative design concepts and carefully selected fabrics. We believe that clothing is more than just daily wear—it is a reflection of confidence, individuality, and personal style.
Each piece is thoughtfully designed and strictly controlled throughout the production process, from concept development to final manufacturing. Our goal is to ensure that every product meets high standards in design detail, fabric quality, and wearing experience, while continuously adapting to evolving fashion trends.
Dongguan Bever Beauty Co., Ltd. places strong emphasis on quality management, ethical production, and supply chain transparency. The company has obtained multiple internationally recognized certifications, including:
These certifications reflect our commitment to responsible manufacturing practices and consistent product quality. Through a well-structured production system and strict quality inspection standards, we ensure that every garment meets international requirements and customer expectations.
Looking forward, Dongguan Bever Beauty Co., Ltd. will continue to focus on women’s fashion apparel, strengthening its capabilities in design innovation, fabric development, and manufacturing excellence. We aim to deliver more versatile and fashionable clothing solutions that empower women to express their style with confidence in every moment.
A visual tour of our production facility, showcasing the technology and workflow behind our quality manufacturing.












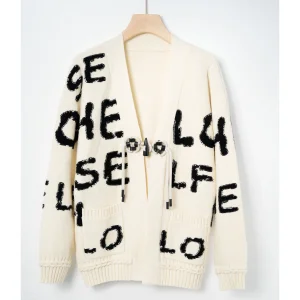
The performance wear industry is moving beyond traditional synthetic polyester blends. Innovation is now centered on biopolymers, circular cellulose yarns, and hybrid natural-synthetic matrix constructions. Consumers expect their performance apparel to balance physiological protection with skin comfort. Research indicates that knitted wool, cardigans, and French terry structures are being engineered with technical characteristics to create new lifestyle-performance cross-categories.
Additionally, circular economy requirements have prompted factories to integrate Recycled Claim Standard (RCS) and Global Recycled Standard (GRS) certified polyester, post-industrial waste cotton, and organic cotton. In response, advanced factories have adapted their thermal setups and printing units to handle these recycled substrates without damaging the fabric fibers or reducing color brilliance.
In terms of construction, seamless knitting and advanced overlock flatlock sewing technologies have become industry standards. By reducing seam friction points, designers can create contour-hugging, supportive silhouettes suitable for both athletic activity and everyday wear. This evolution enables manufacturers to support high-growth streetwear, athleisure, and outdoor performance labels globally.
Performance wear is increasingly used in versatile, daily-life scenarios. Today's consumer expects technical performance across different environments, driving the growth of hybrid apparel categories:
Key questions and industry answers to guide global purchasing directors, designers, and supply chain managers.
Browse additional custom apparel options, including casual cardigans, street-styled hoodies, activewear, and silk nightwear.