High-performance sports gear, custom hoodies, structured knitwear, and premium dresses engineered by certified manufacturing lines.






The global costume and specialty garment manufacturing industry has experienced a major paradigm shift. Driven by the democratization of e-commerce, theatrical demand, and corporate branding events, the market is moving away from low-durability disposable products. Modern procurement seeks partners that offer a synergistic fusion of high-precision fabric engineering, technological agility, and ethical manufacturing compliance.
In regions such as Dongguan, China—often dubbed the world’s manufacturing hub—the convergence of raw material pipelines, specialized hardware, and skilled artisans allows factories to handle complex fabrication jobs. Global brands require apparel that functions not just as seasonal wear, but as high-performance statement pieces. This reality demands that suppliers invest heavily in raw-material traceability, design engineering, and scalable production methods.
Procurement directors and brand owners now focus their searches on "low-impact materials," "certified ethical production," and "high-grade fabric blends." An evaluation of the leading costume manufacturers reveals that sustainable business models, advanced screen and digital printing processes, and strict quality control measures separate top-tier OEMs from traditional mills. The modern sourcing strategy relies on long-term supply chain partnerships that guarantee zero downtime, reliable freight logistics, and consistent dye-lot uniformity.
To understand what makes a premier clothing and costume manufacturer, we must analyze the structural framework of a proven industry leader. Dongguan Bever Beauty Co., Ltd. serves as a prime example of an integrated design and production facility. By championing the business model of "the perfect fusion of design and manufacturing," Bever Beauty has built a robust pipeline delivering highly customizable, fashionable, and practical garments to partners in North America, Europe, and Asia.
For B2B buyers looking to verify a supplier's integrity, industry certifications are a critical indicator of compliance. Dongguan Bever Beauty Co., Ltd. maintains several rigorous international certifications, illustrating their commitment to responsible production:
Ensures ethical supply chain labor practices and transparent business operations.
Validates systematic quality control across all stages of production.
Demonstrates compliance with international social responsibility and fair working condition standards.
The highest rating for workplace safety, fair wages, and structural factory ethics.
Through a well-structured production system and strict quality inspection standards, every garment produced meets international compliance standards. This ensures that B2B buyers avoid customs delays, intellectual property challenges, and brand reputation risks.
An inside look at our 13-stage manufacturing process, featuring advanced laser cutting, high-definition sublimation printing, and multi-tier quality control.



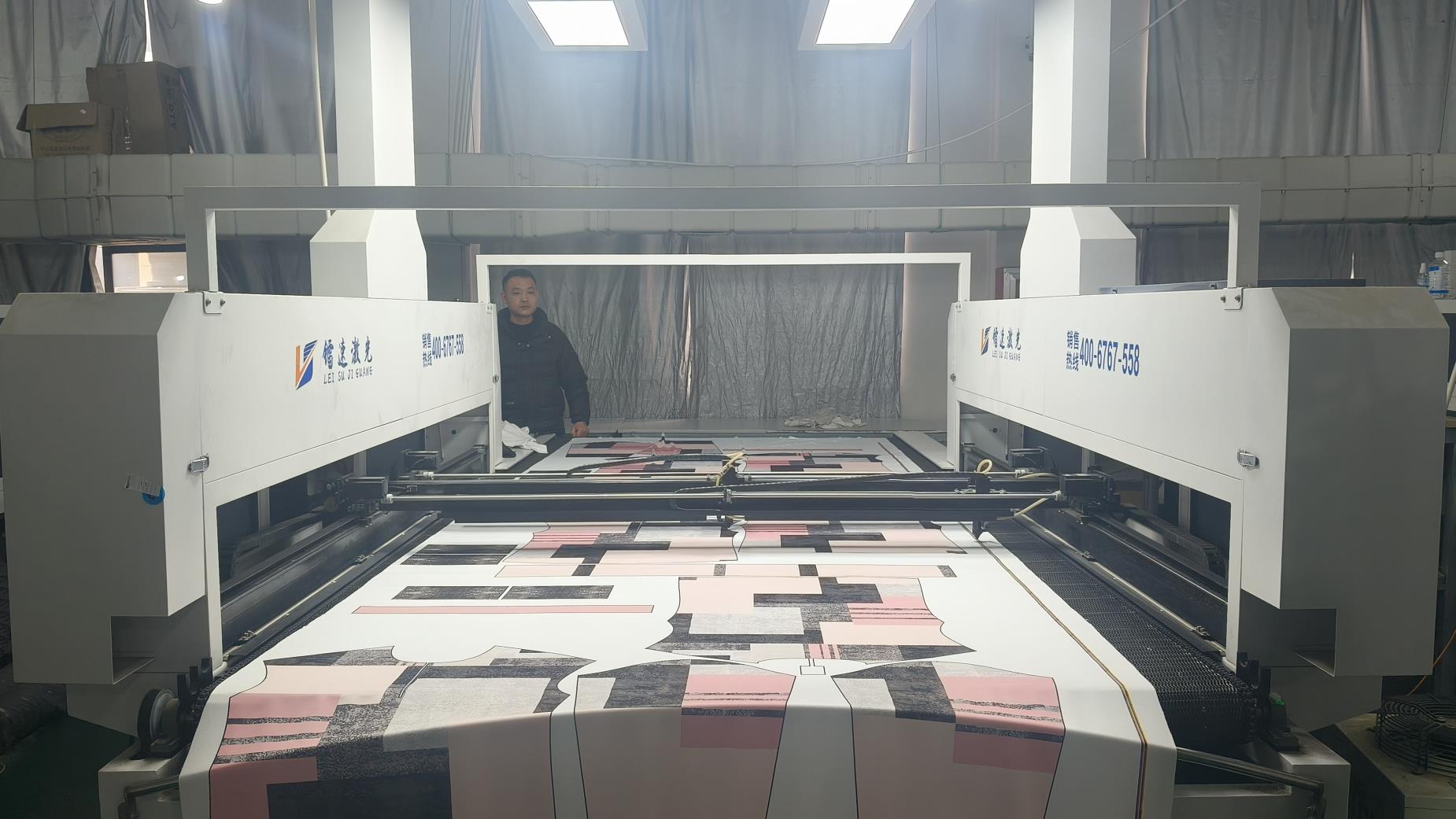









To stay competitive in the apparel and costume manufacturing industry, factories must continuous update their technologies. The integration of digital tools with traditional assembly techniques represents the next stage of evolution. Leading factories are adopting automated systems to improve turnaround times and minimize material waste.
Transitioning from traditional cardboard cutouts to advanced cloud-based CAD files. Automated software optimizes layout efficiency, reducing fabric waste by up to 15% and lowering material costs on high-volume runs.
Implementing waterless printing systems and biodegradable ink formulations. This approach reduces chemical runoff while maintaining colorfastness and print clarity on performance and stretch fabrics.
Developing virtual 3D garment samples to accelerate buyer approval workflows. B2B buyers can check drape, fit, and pattern placement online, cutting down custom design cycles from weeks to days.
Integrating real-time production tracking with blockchain systems. This ensures complete supply chain transparency—from raw yarn sourcing to final packaging—supporting corporate ESG initiatives.
Customized operational models designed to meet the specific requirements of e-commerce brands, corporate event clients, and retailers.
Optimized for rapid design turnarounds and flexible, small-batch orders. Our fast-response fabric sourcing and digital pattern workflow help brands adapt quickly to viral social media trends without excess inventory risk.
Designed for large-scale corporate events and branded apparel campaigns. We deliver durable, comfortable clothing featuring high-density screen printing and custom embroidery to ensure strong brand presentation.
We work directly with department stores and boutique chains, offering full ODM services. This includes custom fabric development, customized hardware accessories, and retail-ready packaging solutions.
Understanding regional demand is critical for successful garment procurement. Consumers in different global markets show distinct preferences based on climate, sizing standards, and cultural trends:
North American buyers prioritize physical durability, easy garment care, and broad sizing ranges. There is high demand for heavy cotton sweatshirts, outdoor gear with UPF rating, and inclusive fashion lines. Successful suppliers must offer precise sizing patterns that match North American consumer expectations.
Europe places a strong emphasis on sustainability and product safety. Buyers frequently request organic cotton, OEKO-TEX certified textiles, and supply chains that meet strict chemical regulation standards (REACH). Clear documentation of ethical practices and clean dyeing processes is key to accessing this market.
The Asia-Pacific region is characterized by fast-moving trends and hot climates, driving demand for breathable, moisture-wicking materials and lightweight sun-protective wear. Brands in this market require short lead times and flexible production schedules to keep up with dynamic consumer preferences.
Clear answers to common questions about customization processes, certifications, and international logistics.
Our MOQs depend on the style and fabric choice. Generally, standard cotton garments and activewear have an MOQ of 100 to 300 pieces per style. Custom-dyed fabrics or highly complex designs may require higher minimums. We invite you to contact us to discuss your specific design requirements.
Our facilities are SEDEX audit approved and ISO9001 certified. We also hold a BSCI certification with a top A-level rating, ensuring that our operations meet high international standards for social compliance, safety, and quality management.
Yes, we provide custom sampling services based on your tech packs, design sketches, or reference garments. We can develop physical samples or generate digital 3D models to help speed up the design approval process.
Our factory is equipped for a variety of branding techniques, including high-definition sublimation, heat transfer printing, screen printing, 3D embroidery, and chenille patch application, allowing us to handle a wide range of custom garment designs.
Explore our range of heavy-knit sweaters, breathable activewear, casual fleece designs, and fashion-forward maxi dresses.